
颗粒原料药包装机全自动流水线:助力制药行业提升与发展
颗粒原料药包装机正逐步实现全自动化,以应对制药行业对药品包装质量要求的不断提高。同时全自动包装流水线提高了生产效率,还确保了药品包装的准确性和安全性,为制药企业带来了显著的竞争优势。
随着全球制药行业的快速发展,颗粒原料药的包装需求日益增加。为了满足市场对高质量的包装要求,全自动包装流水线应运而生。这种现代化的包装解决方案不仅提高了生产效率,还确保了产品的安全性和稳定性。本文将从客户关心的角度,详细介绍颗粒原料药包装机的设备类型、优势以及流水线的功能特点。
设备类型
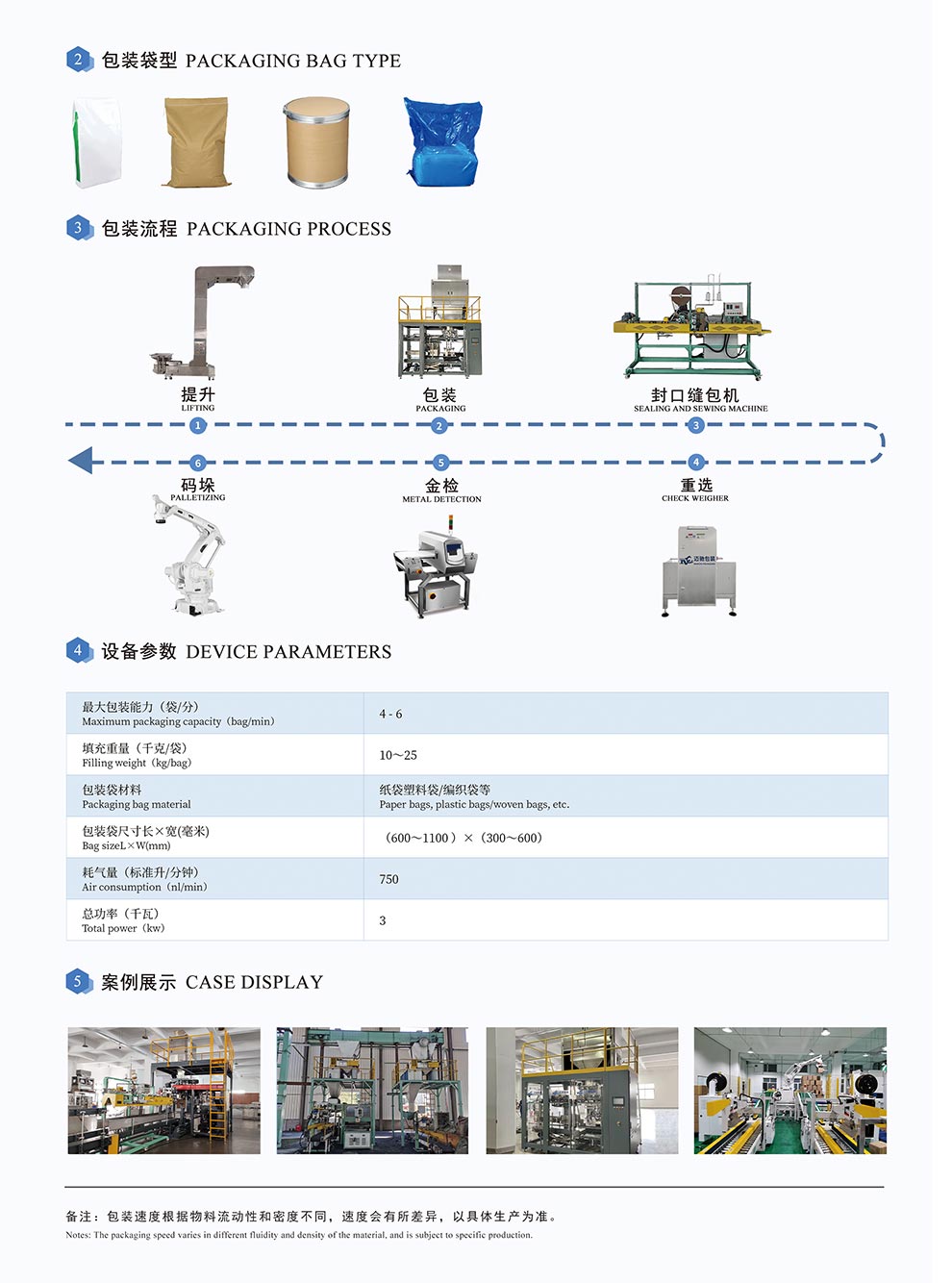
颗粒原料药的全自动包装流水线通常由多个关键设备组成,以实现快速的生产流程。主要设备包括:
提升机:负责将颗粒物料从生产线的一个环节转移到另一个环节,确保物料的连续流动,减少人工干预,提高生产效率。
颗粒原料药全自动包装机:这一核心设备负责将颗粒物料进行计量、充填、输送,保证每个包装的重量和质量符合标准。
封口缝包机:用于对包装好的物料进行封口,确保包装的密封性,防止外界污染,保障产品的安全。
重量选别机:这一设备通过准确的称重系统,对每个包装进行检测,剔除不合格的产品,确保产品的质量。
金属检测机:负责检测包装中的金属杂质,进一步提升产品的安全性,防止任何潜在的安全隐患。
码垛机器人:自动化的码垛系统将完成的包装产品进行整齐堆放,便于后续的存储和运输。
设备优势
全自动颗粒原料药包装机相比传统手工包装具有显著优势。首先,高度自动化操作大大提高了包装效率,适合大批量生产需求。其次,配备高精度计量设备和先进的控制系统,能够准确控制每一包装的重量,确保产品的一致性和稳定性。此外,智能化的人机界面使得操作简便,可根据不同颗粒物料和包装规格进行快速调整和参数设置。
流水线的功能特点
全自动颗粒包装流水线不仅包含了包装机本身,还集成了多种辅助功能设备,如输送带、提升机、计量装置、封口机械等,形成了一个完整的包装系统。这些设备协同工作,实现了从原料投放到产品输出的全过程自动化。流水线的功能特点主要体现在以下几个方面:
提升效率:全自动化操作使得包装速度大幅提升,能够在短时间内完成大量包装任务,满足制药企业的高产量需求。
准确性:高精度计量设备和先进的控制系统确保每一袋包装产品的重量准确无误,满足制药行业对药品包装的高标准要求。
灵活性:流水线可根据不同颗粒物料和包装规格进行快速调整和切换,适应市场的多样化需求。
安全性:全封闭设计减少了颗粒物料在包装过程中的外部污染,确保了产品的卫生和安全。同时,自动化操作降低了工人的劳动强度和接触有害物质的风险。
智能化:集成智能化控制系统和人机界面,实现实时监控和故障诊断,提高了生产过程的稳定性和可靠性。
随着制药行业的发展,对颗粒原料药的包装要求也越来越高。全自动颗粒原料药包装机流水线凭借其有效、安全、智能的特点,成为制药企业提升生产效率和保证产品质量的重要工具。投资这样一条全自动包装流水线,不仅能够满足市场需求,还能为企业的长远发展奠定坚实的基础。
对于制药企业而言,选择适合的全自动颗粒原料药包装流水线,将是提升竞争力的重要一步。随着技术的不断进步,这类设备将会越来越智能化,为企业创造更大的价值。

 匿名评论,需审核
匿名评论,需审核





