全自动粉剂重袋包装流水线设备助力原料药行业自动化升级
了解全自动粉剂重袋包装流水线设备如何助力原料药行业提升包装效率与安全性,探索其技术特点与应用案例,展望行业发展趋势。

随着制造技术的提升,尤其是在包装环节,自动化包装流水线设备的广泛应用,不仅提升了生产效率,更为产品质量的稳定提供了保障。全自动粉剂重袋包装设备生产线作为行业中的先进设备,正在为众多原料药生产企业带来更高的效益和更为严格的质量控制。
包装流水线设备的发展背景
传统的手工包装方式,由于依赖人工操作,不仅生产效率低,且容易出现重量不准、袋装不规范等问题。此外,手工操作还增加了交叉污染的风险,尤其是在对卫生要求严格的原料药行业。随着自动化技术的不断进步,包装流水线设备逐步取代了传统方式,成为现代化生产线的标准配置。
在原料药生产过程中,准确的包装尤为重要,为了保证每一袋药品的剂量准确性。全自动包装设备的出现,正是为了应对这一挑战,通过高精度的计量系统、智能控制以及卫生设计,为生产企业提供了更加安全的解决方案。
全自动粉剂重袋包装设备生产线的特点
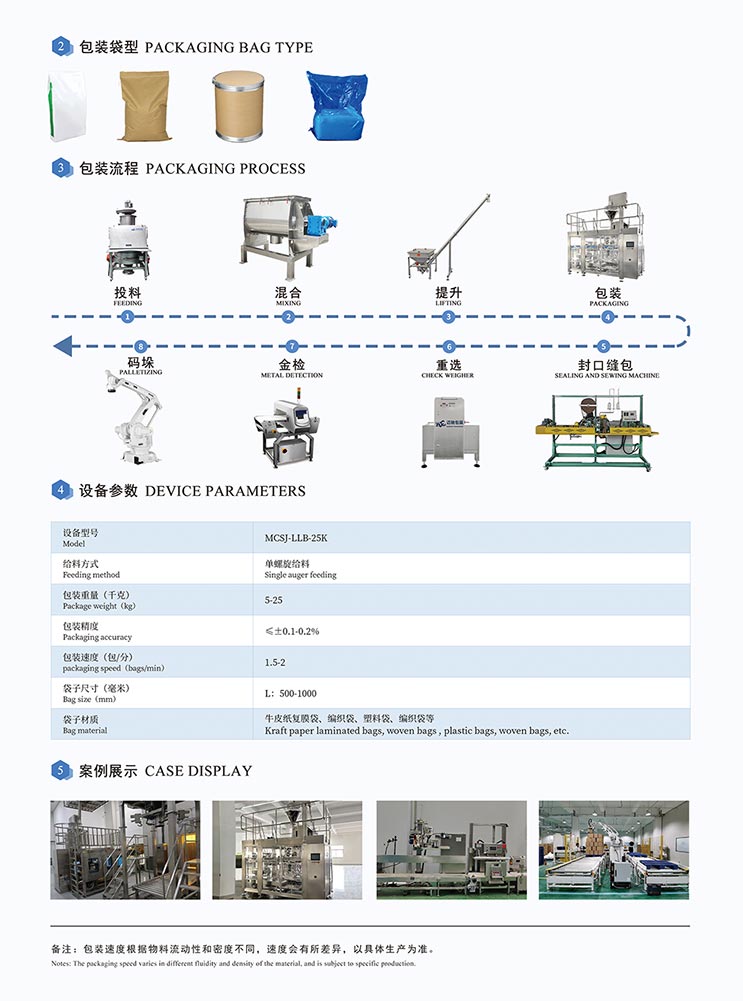
全自动粉剂重袋包装设备生产线的特点是其全自动化操作系统,这不仅能够减少人工干预,还有效降低了劳动成本。在自动化系统的支持下,设备能够持续运行,并且对粉剂的装袋量和袋型进行准确控制。
其中,高精度计量系统确保了每袋粉剂的重量准确无误,减少了生产过程中的原料浪费,符合行业的严格要求。此外,智能控制系统的应用使得设备的操作变得更加简便,生产过程中的各项参数能够实时监控并调整,确保设备的稳定运行。
在原料药行业中的应用
在技术创新方面,全自动粉剂重袋包装流水线设备配备了智能检测系统,能够实时监测包装过程中的各项参数,如重量、密封性等,确保每一包产品都符合质量标准。此外,设备还支持远程监控和故障预警功能,大大降低了维护成本和停机时间。
以某知名原料药企业为例,在引入这款设备后,其包装效率提升了近30%,同时产品合格率也显著提高。客户反馈表示,设备的稳定性和可靠性为企业的生产带来了便利。